1 简介
按钣金件的基本加工方式,如下料、折弯、拉伸、成型、焊接、表面处理。 本此讲述每一种加工方式所要注意的工艺要求。
2 下料
下料根据加工方式的不同,可分为普冲、数冲、剪板、激光切割等,由于加工方法的不同,下料的加工工艺性也有所不同。 钣金下料的主要方式为数冲和激光切割。
2.1 数冲是用数控转塔冲床加工,板材厚度加工范围为 冷扎板、热扎板 小于或等于3.0mm,铝板 小于或等于4.0mm,不锈钢 小于或等于2.0mm。加工板材最大尺寸1250mm*4000mm。
2.2 激光切割机在现代的生活生产中应用广泛,他可以分为三种类型,YAG固体激光切割机、CO2激光切割机、光纤激光切割机。简单地介绍一下三种激光切割机的优点:
(一)YAG固体激光切割机
YAG固体激光切割机具有价格低、稳定性好的特点,但能量效率低,目前产品的输出功率大多在600W以下,由于输出能量小,主要用于打孔、点焊及切割8mm以下的材料。主要优点:能切割其他激光切割机都无法切割的铝板,铜板以及大多数有色金属材料。主要缺点:切割速度慢,不能切割非金属材料。
(二)CO2激光切割机
CO2激光切割机,一般功率都在2000-4000W之间,可稳定切割20mm以内的碳钢,10mm以内的不锈钢,8mm以下的铝合金,以及木材、亚克力、PP、有机玻璃等非金属材料, 主要缺点:实际使用用运营成本很高,且切割时耗气量很大,很难甚至不能切割铝板,铜板等高反射材料。
(三)光纤激光切割机
光纤激光切割机由于它可以通过光纤传输,一般功率1000W-6000W之间,主要优点:耗电少,维护方便,速度快,主要缺点:配件耗材等相关维护费用极高,很难甚至不能切割铝板,铜板等高反射材料。
激光切加工板材的最大尺寸一般:1500mm*4000mm,加工最小孔径≥1T。
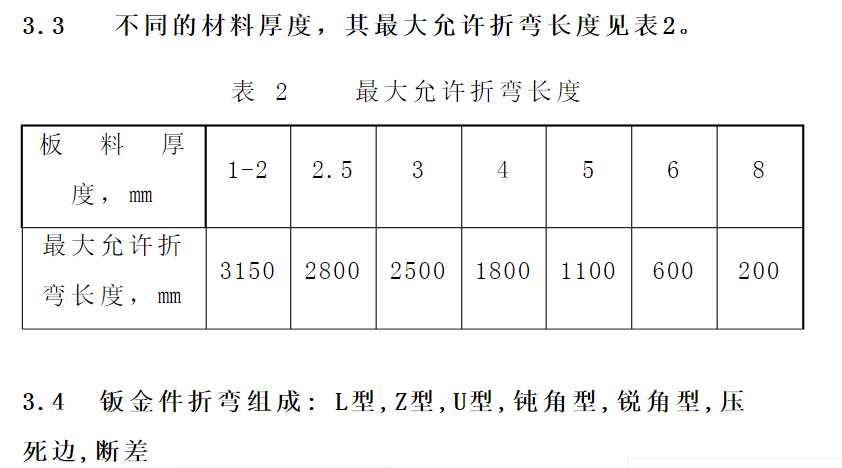
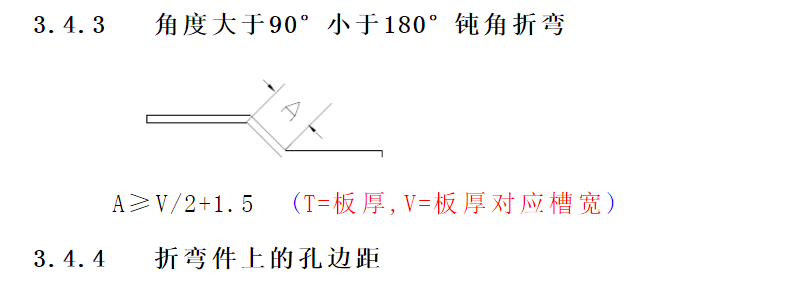
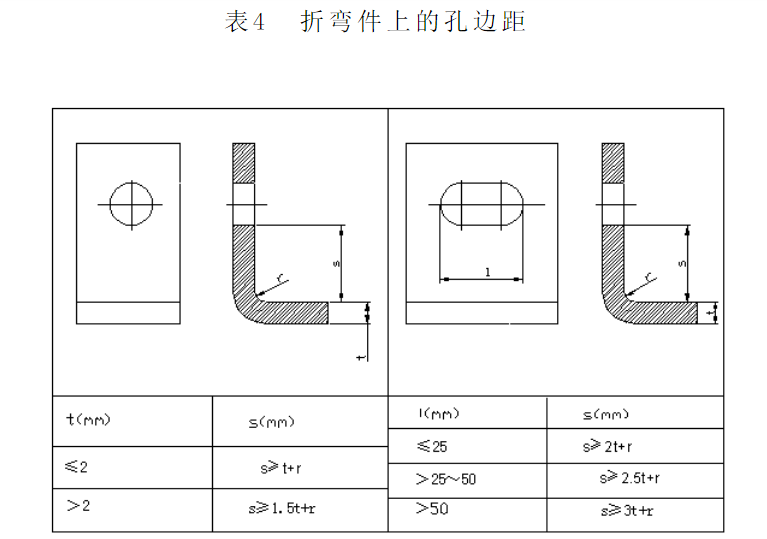
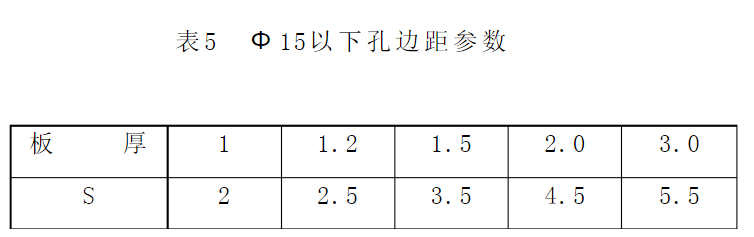
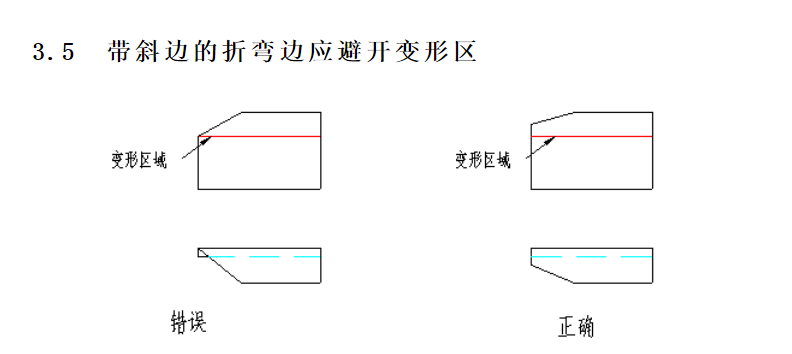
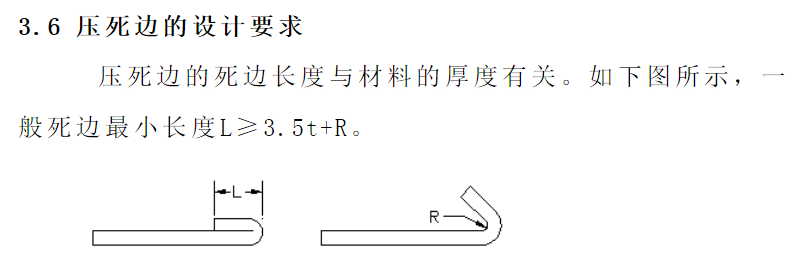
3 折弯
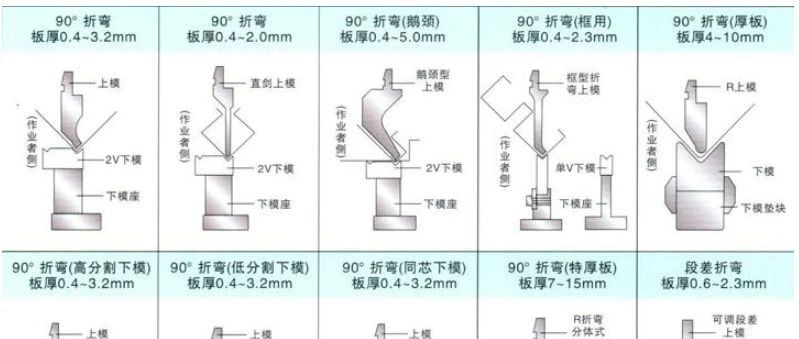
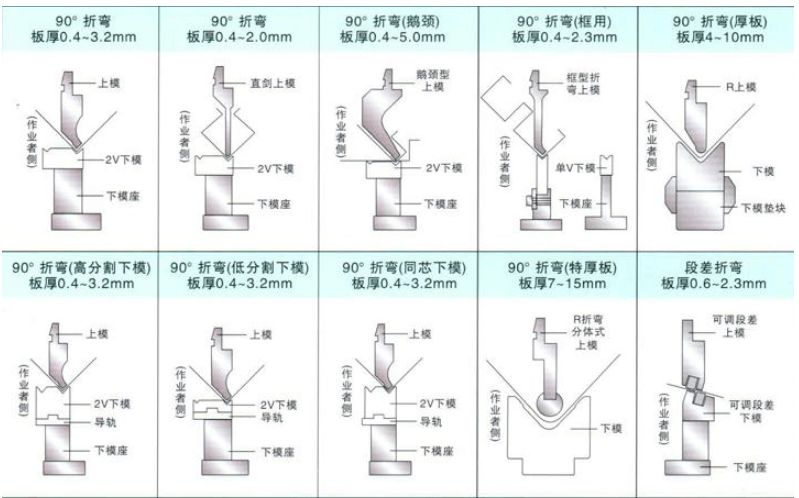
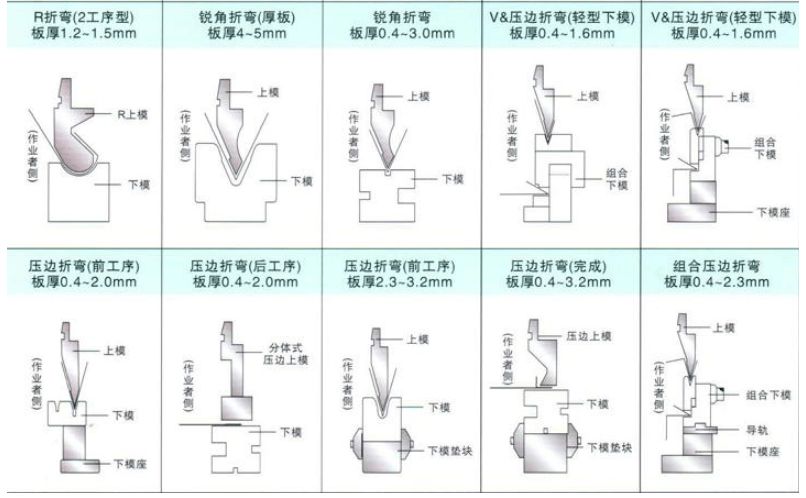
3.1 常用的折弯模具组合


免责声明:本文系网络转载,版权归原作者所有。如涉及版权,请联系删除!